
服務(wù)熱線
13702918602






近日,搜索整平機訪問龍庚楷網(wǎng)站咨詢整平機的沖壓客戶越來越多,其實,整平機暢銷的原因無外乎四大方面:精度高、步距大、操作調(diào)節(jié)簡便、故障率少。
在整平機運行過程中,當(dāng)?shù)竭_送料時間,沖床給送料機送料信號,PLC控制伺服馬達運轉(zhuǎn),伺服馬達通過同步帶輪驅(qū)動下滾筒旋轉(zhuǎn),下滾筒通過齒輪傳動上滾筒,完成送料機的步進化的送料;當(dāng)?shù)竭_放松時間時,沖床給送料機放松信號,放松氣缸將上滾筒頂起,使上滾筒脫離材料實現(xiàn)完全放松,數(shù)控系統(tǒng)采用同行業(yè)高標準,三菱PLC搭配安川伺服馬達,實現(xiàn)好化的電控搭配,這些特定的條件確保了整平機送料各種不同材料時送料情況的穩(wěn)定和高的產(chǎn)品品質(zhì)。
送料步距大、多段式送料生產(chǎn)是整平機的另一大優(yōu)勢,NC伺服送料步距可達0-10米,這是其他任何一種沖床送料機都無法比擬的,同時具備多段式送料功能,可在更換不同的模具、不同的沖壓工藝時,仍可繼續(xù)使用原有的送料機,只需簡單調(diào)整整平機的送料高度即可,從根本上滿足客戶多樣化生產(chǎn)之需求。
操作調(diào)節(jié)簡便是整平機顯而易見的優(yōu)勢,它采用觸摸屏點控式操作,步距、送料速度、段數(shù)在觸摸屏簡單快捷設(shè)定即可,并配有手柄搭配便于寸動試模,使用非常方便。
故障率低、維修簡便則是客戶選擇泓眾整平機另一個關(guān)鍵點,其滾輪采用進口軸承鋼、經(jīng)熱處理鍍硬鉻再精細研磨處理,硬度高、耐磨性優(yōu)、壽命長;軸承、主要電器元件、按鈕全部采用日本原裝進口,確保長期使用無故障;在使用時,伺服馬達具備自動故障提示解決功能,讓客戶的故障能一時間解決,從根本上確保了客戶的有效工作時間。




一家矯平(校平、整平)代加工中心的成立,是怎樣助推周邊鈑金企業(yè)發(fā)展的。
在鈑金生產(chǎn)環(huán)節(jié)中,有一個環(huán)節(jié),一直被大家遺忘,或者說不重視,整平機,這就是零件的矯平環(huán)節(jié)。這個環(huán)節(jié)的不重視,原因有四:一是產(chǎn)品本身平面度要求不高,不需要矯平工序;二在原材料的購買過程中,有些廠家會選擇平面度較好的原板,這樣在切割過程中,零件變形量較小,在下一道工序中這個變形量可以接受;三是后續(xù)如折彎,焊接等工序可以抵消掉部分平面度不良引起的產(chǎn)品精度問題;四是有些廠家采用一些較傳統(tǒng)的辦法,可以解決部分產(chǎn)品的平面度不良。
但隨著現(xiàn)代精密鈑金的發(fā)展,企業(yè)會發(fā)現(xiàn):零件本身平面精度對后續(xù)產(chǎn)品的精密度有很大的影響,以前一些方法已經(jīng)沒法解決他們的問題,這就迫切要求他們尋找新的方式解決零件平面度不良這個問題。
快速實現(xiàn)的方法是購買一臺高精平面度的矯平機(整平機、校平機),但是面臨的情況是:這種高精平面度的矯平機,價格高昂,動輒上百萬,非一般規(guī)模企業(yè)所能承受,又或需要矯平加工的零件的量沒有那么大,買臺設(shè)備比較浪費。
這時,成立一家矯平(整平、校平)代加工中心,就可以幫助解決這個問題:需要小批量矯平外協(xié)需求的。


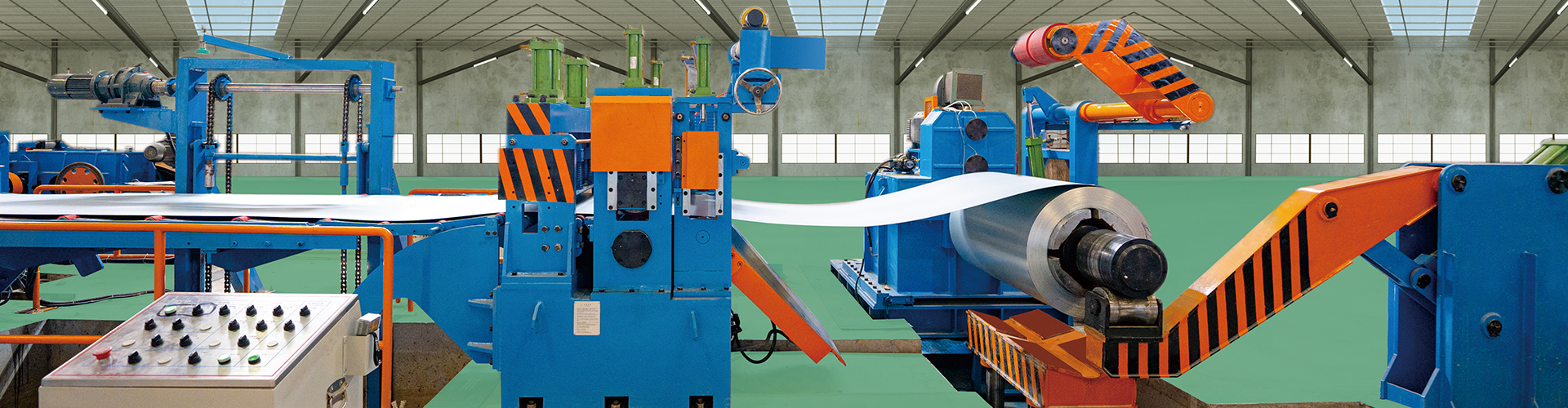
精密整平機整平滾筒的上下排列方式:
1、精密精密整平機的滾筒排列是上9下11,這樣滾筒排列方式就要求材料上入式進精密整平機,也就是材料的彎曲度向下進入精密整平機。
2、如果相反進料,整平上滾筒就不能弄壞材料的應(yīng)力不能整平材料,標準精密整平機滾筒排列都是上排滾筒是單數(shù),但有也專為沖壓產(chǎn)品要求下入式進料訂做的精密整平機,這時如果上入料進料就不能整平了,所以要確定精密整平機的滾筒排列,選擇正確的入料方式才能整平材料、簡單的確定入料選擇上入式還是下入式,可以從精密整平機出料口來確認,如果出料口外面的滾筒是下滾筒,就選擇上入式進料,如果出料口外面的滾筒是上滾筒,就選擇下入式進料。
技術(shù)人員還告訴我們,確定以上兩點后,我們就可以進入到操精密整平機了,先把精密整平機的四個整平調(diào)節(jié)手柄向上旋出至能原料能進入即可,然后拿一片片料或剪一米長左右的原材料上入式進入精密整平機,再將四個整平調(diào)節(jié)手柄一致向下旋緊,一邊拉動原材料,直到原材料比較難拉動為止。
對應(yīng)百分表將四個整平調(diào)節(jié)手柄調(diào)到相同的刻度:注百分表一定要是準確的前提下,如不準確就拉動原材料四邊,確認精密整平機四個整平調(diào)節(jié)手柄下方滾筒都有壓住原材料,然后把精密整平機電箱電源開關(guān)打開,調(diào)到手動控制,按正轉(zhuǎn)使原材料通過精密整平機,觀察原材料弧度變化情況。
如果原材弧度和整平前相反,說明整平壓力過大,整平機廠家,四個整平調(diào)節(jié)手柄向下旋轉(zhuǎn)過多,需要適當(dāng)向上旋起,如果弧度只是變大,說明整平壓力過小,四個整平調(diào)節(jié)手柄要繼續(xù)向下旋轉(zhuǎn),如此反復(fù)調(diào)整,直到原材料達整平度要求,在此調(diào)整過程中,操作員一定要細心和有耐心,對于平整度要求高的一些材料調(diào)整是需要花費很長時間反復(fù)調(diào)整才能達到要求的。

掃一掃手機網(wǎng)站







 在線客服
在線客服 13702918602
13702918602 540688421@qq.com
540688421@qq.com